His response exceeded my expectation. Charlie wrote this wonderful tutorial about building Bucker landing gear. It shows step by step how to check your landing gear alignment and how to fix the alignment if it doesn't line up.
We are fortunate to have people like Charlie in the Bucker community. He insisted I share his landing gear information with everyone and graciously allowed his tutorial to be published. My friend is following Charlie's advice and will soon have a straight and nice handling Jungmann gear.
Thanks Charlie.
Brian Karli
Check the alignment of the gear
- Lift the aircraft up and let the gear extend fully.
- Take off the bolt at the lower end of both spreader bars.
- Insert a short bolt into forward hole of the spreader bar to hold the right spread distance.
- With the brakes removed (best way) or left on using a large square or rectangle piece of tubing (bar stock) use a hose clamp to attach the tube(bar) to the axel.
- Now get a very straight angle iron (I use a 2x2x3/8 angle) long enough to go across both gear and clamp it to the axle/tube. Doesn't matter if the fuselage is in the three-point landing or level flying attitude.
- If you can, see if the hole on the back side of the lower part of the spreader bar is aligned. If it is then remove the short bolt and put in the long bolt.
If the gear is not aligned
If you can't push in the bolt then the rear lower part of the spreader bar must be removed and re-welded in alignment, or the bolt hole welded closed and re-welded. Then re-drilled.Note: I tack the lower parts of the spreader bar on with all gear items installed, this is the last step of building a new gear. Each aircraft will have distorted from welding and I feel to get good tracking I like to do the final assembly and welding on the fuselage.
How to align the gear

1. Fit the link between the tripod and the fully welded upper part of the spreader bar.

2. Link assembled with assembly bolts.

3. Alignment jig with finished spreader bars.

4. Tube spacer clamped to axel and angle clamped to tube.

5. First finger attached to streamlined tube
Note that the three long pieces of each finger and the short tab are all welded then the bend is made to fit the streamline tubing. Leave the rest of the finger unwelded or tacked until it fits the tube or you will put stresses into the lamination.

6. Rear finger ready for tacking

7. Forward side welded and cross brace tacked in

8. Finished Spreader bar Jungman or Jungmeister

9. Finished upper spreader

10. Finished Lower spreader

11. Painted and final assembly

12. bottom side
Notes on making Spreader Bars

Edge weld all four pieces together. Drill hole and ream to size

Cold bend with a good radius the three pieces next to the thinner inside piece to fit tube

Tack both parts on both sides

Note the bend on the fingers

Put a spacer between the two fingers and secure with a bolt

Weld the space first then a fill and cap pass

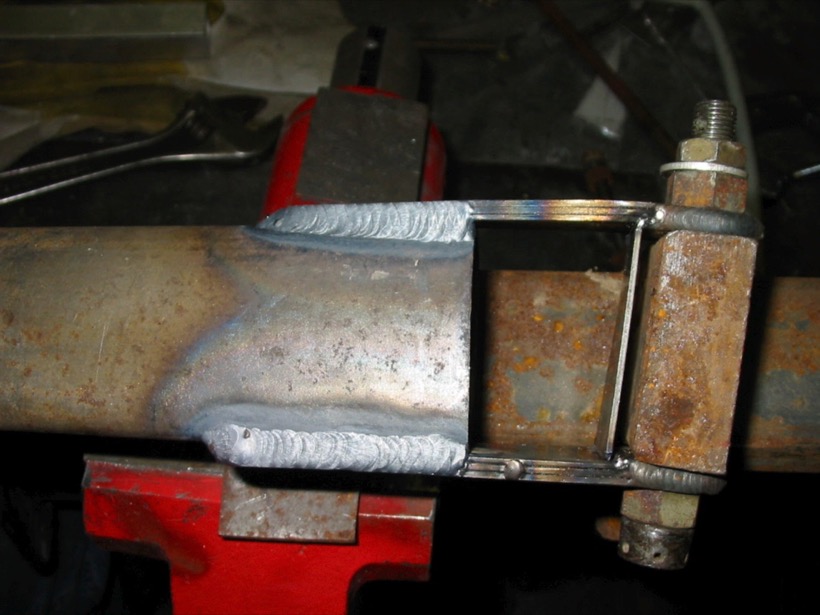
Finished weld now just add the sheet in-between heat to bend the sheet in place

Final welds showing the curve in the filler plate to keep from having a straight line that could cause cracking. Then form and weld in place the trailing edge reinforcement.
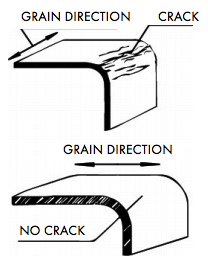
Why are the fingers of the lower part of the spreader bars made laminated?
- Steel when roll formed gets a grain direction.
- Like a piece of wood, steel will crack or break and is weaker across the grain direction than along it.
- If you look at a piece of 4130 sheet stock it will have the type of steel, the heat or batch and heat treatment stenciled on the surface in the direction of rolling also known as direction of grain,
- A piece of plywood is strong in both directions and a piece of spar quality spruce is strong with the grain but not across the grain.
- The wooden spars on a Bucker are laminated and the grain direction is shifted to keep any grains from aligning so a crack in one part will not transfer to the next.
- The fingers of the spreader bar take lots of flexing loads so having the grains slightly angled to each other make them stronger and less likely to crack across the part
- look at the welded parts that make up the cabane strut attachment and engine mount attachment on the fuselage. They are laminated, thick pieces to the center and thinner on both outsides. The thick piece goes down through the longeron and through the vertical and angled tubes. then is welded where it sticks through and the thinner pieces get welded to the top part of the longeron upper side of the tube.
- The fuselage flying wire attach point is three thicknesses edge welded and then welded to the steel spar and to the longerons.
- When I cut parts off the original plate/sheet and I create some usable scrap, I use a permanent marker to show the direction of grain. This helps to use the scrap material in the correct grain direction.
- When bending material, having the grain direction the correct way, the material won't crack along the grain boundary.